Hvilke trinn omfatter titanplatevalseprosessen (som innledende valsing, varmvalsing, kaldvalsing osv.)? Hvilken type valseverk brukes? Hvordan kontrollere rulletemperaturen og reduksjonen for å sikre jevn mikrostruktur og ytelse av platen?
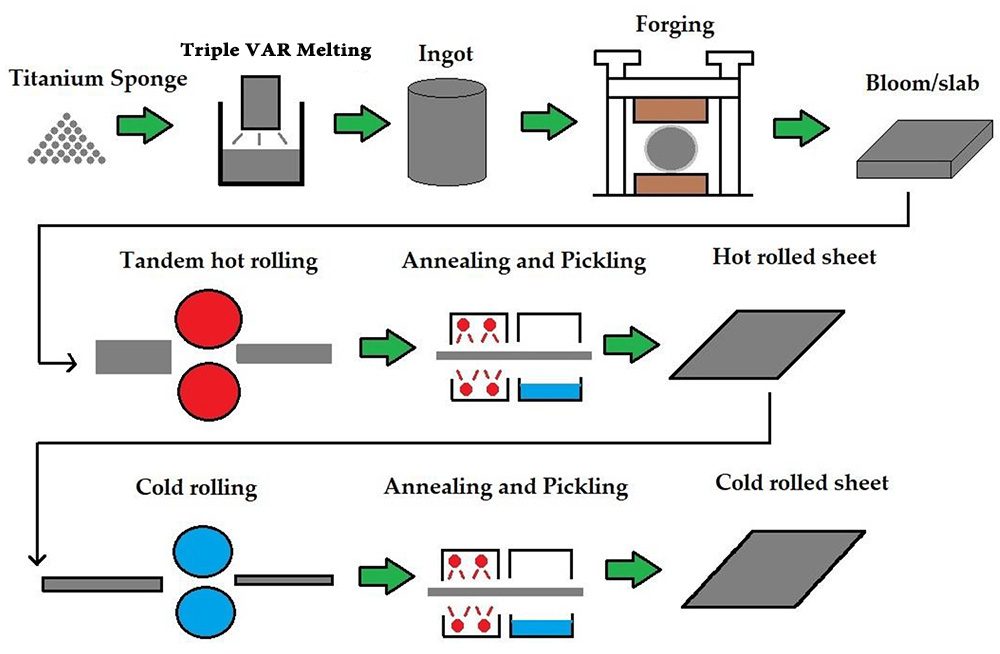
Rullingen av titan og plater av titanlegering er en kompleks prosess som integrerer materialvitenskap, mekanisk kontroll og prosessoptimalisering. Prosessflyten kan deles inn i tre kjernetrinn: innledende valsing, varmvalsing og kaldvalsing. Hvert trinn tilsvarer spesifikt valseverksutstyr og prosessparametere.
(1) Innledende rullende trinn
Den første valsingen bruker vanligvis et to-vals reversibelt valseverk. Hovedoppgaven er å bryte den søyleformede krystallstrukturen til titanlegeringsblokken og oppnå innledende plastisk deformasjon. I dette stadiet må støpevarmetemperaturen kontrolleres strengt (vanligvis 30-50 ℃ over β-faseområdet), og støpefeil må elimineres gjennom flere omganger med liten deformasjonsrulling (reduksjon per pass ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. har betydelig forbedret mikrostrukturens ensartethet i det innledende rulletrinnet ved å optimalisere homogeniseringsprosessen for ingot og kombinere numerisk simulering for å forutsi deformasjonsmotstand.
(2) Varmvalsende trinn
Varmvalsing bruker et firevals irreversibelt valseverk eller et universalvalseverk for å utføre stor deformasjonsbehandling i α β tofaseområdet. I dette stadiet raffineres kornene ved dynamisk omkrystallisering, og den endelige rulletemperaturen (vanligvis ikke mindre enn 850 ℃) må kontrolleres for å sikre plastisiteten til materialet. En boks-type varmeovn brukes sammen med et induksjonsvarmekompensasjonssystem for å oppnå en temperaturnøyaktighet på ±10 ℃. Fordelingen av varmvalsingsreduksjon følger ""pyramide""-prinsippet, det vil si at de første passeringene bruker 20-25% reduksjon, og de påfølgende passeringene øker gradvis til 35-40%, kombinert med en rask vannkjølingsprosess mellom passeringene for effektivt å unngå overdreven kornvekst.
(3) Kaldvalsefase
Kaldvalsing utføres på et fire- eller seksvals kaldvalseverk, hovedsakelig for å forbedre overflatekvaliteten og dimensjonsnøyaktigheten til platen. Det er nødvendig å bruke flere omganger med liten deformasjonsrulling (enkeltpassreduksjon ≤10%) kombinert med en mellomglødeprosess, og den kumulative deformasjonen kan nå mer enn 80%. Changzhou Bokang har økt plateformkontrollnøyaktigheten til ±5μm ved å introdusere rullekryssteknologi. Overflateruheten til de medisinske titanplatene den produserer er Ra≤0,2μm, og når det internasjonale ledende nivået.
Valget av titanvalseutstyr påvirker direkte kvaliteten på den endelige platen og må utformes i henhold til materialegenskapene:
(1) Valg av type valseverk
Primært valseverk: Det brukes et lukket to-vals reversibelt valseverk utstyrt med et hydraulisk AGC (automatisk tykkelseskontroll) system, og valsediameterforholdet er kontrollert mellom 1,8-2,2 for å optimalisere bitttilstanden
Varmvalseverk: Et firevals irreversibelt valseverk brukes, med en arbeidsvalsediameter på 350-400 mm og en støttevalsediameter på 1400-1600 mm, utstyrt med et bøyevalsesystem og en rulleskifteanordning, og plateformkontrollnøyaktigheten når ±15I
Kaldt valseverk: Det brukes et UC/VC kombinert valsesystem med seks valser, det aksiale skifteslaget til mellomvalsen er ±150 mm, og en laserhastighetsmåler og tykkelsesmåler brukes for å oppnå kontroll med lukket sløyfe
(2) Materialoptimalisering av rullesystem
Arbeidsvalsen er laget av jernbasert legering med høy krom (Cr12MoV), og overflaten er sprayet med et CrN/Al2O3-komposittbelegg med en hardhet på mer enn HV1200, som effektivt motstår titanvedheft. Støttevalsen bruker uendelig kjølt støpejern sentrifugal støpeteknologi, og forskjellen i rulleoverflatens hardhetsgradient er kontrollert innenfor HS15 for å sikre stabiliteten til rulleformen.
Nøyaktig kontroll av temperatur og deformasjon er nøkkelen for å sikre ensartethet av titanplatestrukturen og ytelsen, og en multiparameter koblingskontrollmodell må etableres.
(1) Temperaturkontrollsystem
Oppvarmingsprosess: Et tre-trinns varmesystem er tatt i bruk (forvarmeseksjon 600-700 ℃/isolasjonsseksjon 850-950 ℃/varmeseksjon 900-980 ℃), og et infrarødt termometer brukes for å oppnå temperaturovervåking i sanntid
Rulleprosesstemperaturkontroll: I det ferdige valsetrinnet brukes et rullespraysystem (nøyaktighet for vannvolumkontroll ±0,5L/min), og et motstandsvarmekompensasjonssystem brukes til å kontrollere temperatursvingningen til det valsede stykket innen ±20 ℃
Endelig rullende temperaturstyring: Temperaturfeltfordelingen er forutsagt gjennom finite element-simulering, og en temperaturventetidsmodell mellom passeringer etableres for å sikre temperaturen på det valsede stykket. Sørg for at den endelige rulletemperaturen ikke er mindre enn 50 ℃ under fasetransformasjonspunktet
(2) Algoritme for å optimalisere reduksjonen
Multi-pass reduksjonsdistribusjon: Basert på materialarbeidsherdingsmodellen, brukes en genetisk algoritme for å optimalisere fordelingen av reduksjonen i hvert pass for å sikre at deformasjonen av hver pass er "parabolsk"
Dynamisk reduksjonsjustering: Rullekraften overvåkes i sanntid av en trykkmåler, og den uklare PID-kontrollalgoritmen brukes til å justere reduksjonen automatisk for å kompensere for rullegapet-sprett (kompensasjonsnøyaktighet ±0,02 mm)
Begrens deformasjonskontroll: Etabler et kritisk reduksjonskriterium (ε_c=0.6σ_s/K), hvor K er materialbehandlingen Herdekoeffisient, sørg for at enkeltpassreduksjonen ikke overstiger 85 % av den kritiske verdien
(3) Tiltak for å sikre enhetlig struktur
Kornstørrelseskontroll: Kontroller den dynamiske rekrystalliseringsvolumfraksjonen gjennom Z-parameteren (Z=ε·exp(Q/RT)), og hold Z-verdien mellom 10-15 for å oppnå jevne likeaksede korn
Teksturoptimalisering: Bruk kryssrullingsprosess (roter platen 45° per passering), kombinert med asynkron rulleteknologi (forskjellen i linjehastighet mellom øvre og nedre valser er 10-15%), for å effektivt svekke strukturen på underlagets overflate
Restspenningskontroll: Gjennom strekkspenning-kompressiv spenning vekslende rulleprosessen, kombinert med Stressrelaksasjonsbehandling under gløding kontrollerer gjenværende spenning innen ±20MPa
Rulleprosessen for titanplater krever etablering av et kvalitetskontrollnettverk i hele prosessen. Changzhou Bokang har bestått ISO9001/ISO13485-systemsertifisering og bygget et tre-nivå kvalitetskontrollsystem med "råvareinspeksjon-prosessovervåking-testing av ferdige produkter":
Online deteksjon: utstyrt med plateformmåler, tykkelsesmåler, overflatedetektor, for å oppnå online kontroll av tykkelsestoleranse ±0,02 mm og plateformtoleranse ±8I
Organisasjonsdeteksjon: EBSD-teknologi brukes til å analysere kornorientering for å sikre at kornstørrelse ASTM Grade 8 har et finforhold på ≥90 %
Ytelsesverifisering: De mekaniske egenskapene verifiseres ved strekktest, slagtest og korrosjonstest. Strekkstyrken til titanplate av medisinsk kvalitet er ≥850MPa og forlengelsen er ≥18%, som oppfyller ASTM F136-standarden
Ikke-destruktiv testing: Ultrasonic phased array-teknologi brukes til å oppdage interne defekter for å sikre 100 % feildeteksjonspasshastighet
For tiden viser titanplate-rulleteknologi tre store utviklingstrender:
Intelligent rulling: En virtuell rullende modell er etablert gjennom digital tvillingteknologi for å oppnå online optimalisering av prosessparametere;
Near-net forming-teknologi: Utvikle ultratynne titanplater kontinuerlig rullende teknologi for å oppnå kontinuerlig produksjon av 0,016-tommers ultratynne plater;
Grønn produksjonsteknologi: Elektroplastisk valseteknologi (EPR) brukes til å redusere valsetemperaturen med 30-50°C og redusere energiforbruket.
 Spør oss
Spør oss
 Språk
Språk