+86 181 5121 5020
[email protected]
 Spør oss
Spør oss
 Språk
Spør oss Språk
Språk
Spør oss Språk
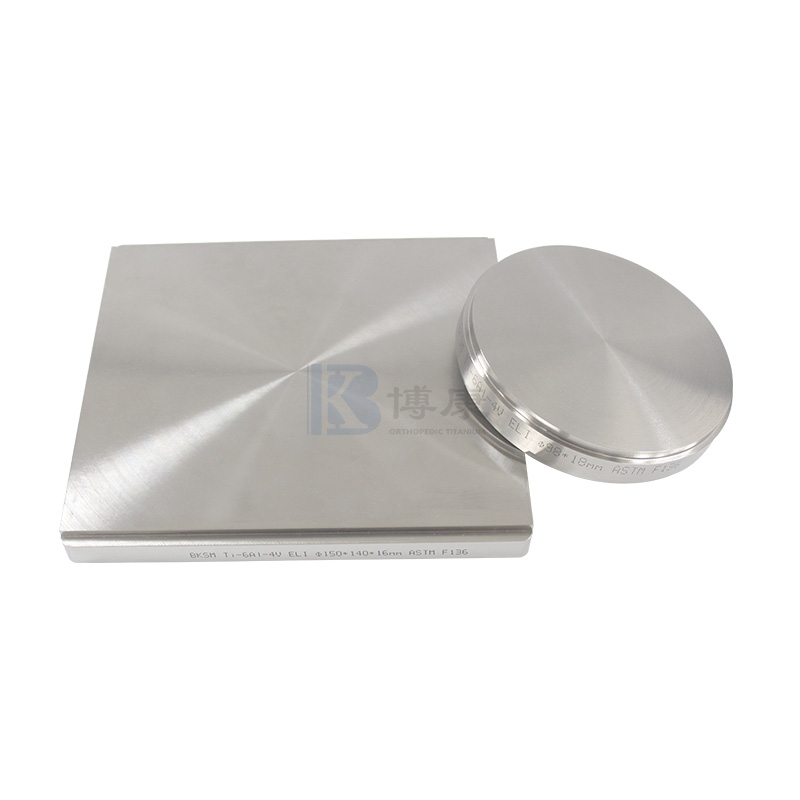
Titanium bar leverer et uovertruffen styrke-til-vekt-forhold – opptil det dobbelte av 316L rustfritt stål – samtidig som det motstår korrosjon i sjøvann, klor og kroppsvæsker. Hvorvidt applikasjonen er en luftfartsfeste sertifisert til ASTM B348 , et ortopedisk implantat styrt av ASTM F136 og ISO 5832-3 , eller et dyphavsballasthus vurdert for 6000 m dybde, titanstang gir den strukturelle integriteten som ingen ogre kommersielt levedyktige metaller kan matche ved sammenlignbar vekt.
Denne veiledningen presenterer mekaniske data, klasse-for-klasse sammenligninger, bransjespesifikke applikasjoner, maskineringsbetraktninger og svar på de mest presserende anskaffelsesspørsmålene – slik at ingeniører og kjøpere kan spesifisere riktig stanglager fra første bestilling.
Titanium bar lager er kategorisert i kommersielt rene (CP) kvaliteter og titanlegeringskvaliteter . De fire CP-gradene (grad 1–4) skiller seg bare i oksygen- og jerninnhold; legeringskvaliteter introduserer elementer som aluminium og vanadium for å konstruere spesifikke mekaniske profiler.
Ultimate Tensile Strength (UTS): 240 MPa minimum; Utbyttestyrke: 170 MPa minimum; Tetthet: 4,51 g/cm³. Grad 1 takt, styrt av ASTM B348 klasse 1 , er den mykeste CP-karakteren. Det foretrekkes for avsaltningsanleggsrørplater, kjemiske reaktorforinger og arkitektonisk kledning der kaldforming er nødvendig.
UTS: minimum 345 MPa; Utbyttestyrke: 275 MPa minimum; Forlengelse: 20 % minimum. Den mest lagerførte CP-kvaliteten. Bruksområder inkluderer offshore undersjøiske varmevekslere, marine propellaksler og elektrokjemisk prosessutstyr. ASTM B348 klasse 2 og ISO 9001 møllesertifiseringer er stogardkrav.
UTS: 550 MPa minimum; Flyttestyrke: 483 MPa minimum. Brukes i kirurgiske implantatkomponenter og høytrykks kjemiske rørledninger hvor legeringselementer må unngås av biokompatibilitet eller korrosjonsårsaker.
UTS: minimum 950 MPa; Yield styrke: 880 MPa minimum; Tetthet: 4,43 g/cm³; Tretthetsgrense (10⁷ sykluser): ~620 MPa. Alfa-beta-legeringen inneholder 6 % aluminium og 4 % vanadium. Styres av ASTM B348 klasse 5 for industribar og AMS 4928 for romfart. Den dominerer turbinbladsmiing, strukturelle rammer for fly, opphengsarmer til racerbiler og ortopediske stammer med høy syklus.
UTS: 860 MPa minimum; Utbyttestyrke: minimum 795 MPa; Oksygeninnhold ≤ 0,13 vekt%. Extra-Low Interstitial (ELI)-kjemi reduserer oksygen, nitrogen og jern for å forbedre bruddseigheten og tretthetsmotstanden i miljøer med syklisk belastning. Den obligatoriske standarden for bærende ortopediske implantater: ASTM F136 og ISO 5832-3 . Brukes i lårbenshoftestilker, spinale mellomkroppsbur og tannstøttestenger.
Palladiumtilsetning (0,12–0,25%) reduserer korrosjonshastigheten dramatisk ved reduserende syrer som saltsyre og svovelsyre. Foretrukket for kjemisk prosessutstyr hvor klasse 2 vil lide av sprekkkorrosjon. Styres av ASTM B348 klasse 7 .
Tabellen nedenfor muliggjør direkte substitusjonsanalyse. Alle titanverdier refererer til glødet stang i henhold til ASTM B348; 316L verdier refererer til ASTM A276 glødet stang.
| UTS (MPa) | 345 | 950 | 860 | 485 |
| Yield Strength (MPa) | 275 | 880 | 795 | 170 |
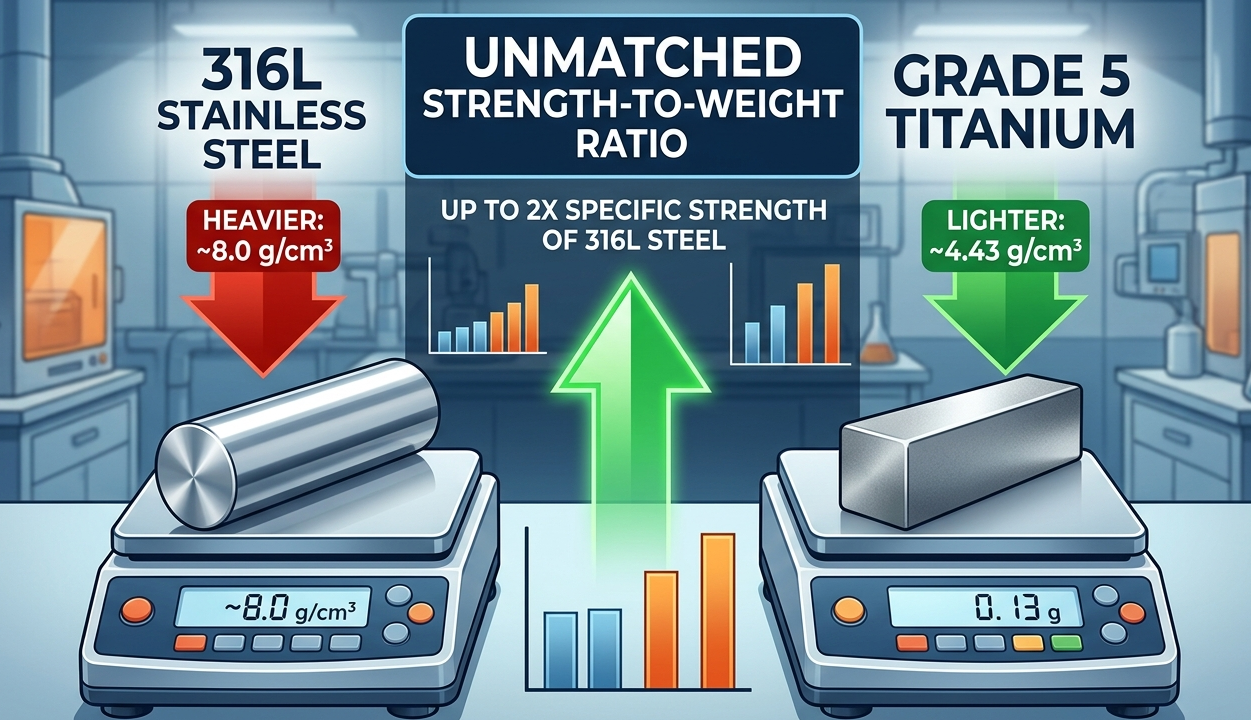
| Tetthet (g/cm³) | 4.51 | 4.43 | 4.43 | 8.00 |
| Spesifikk styrke (MPa·cm³/g) | 76.5 | 214.4 | 194.1 | 60.6 |
| Elastisk modul (GPa) | 103 | 114 | 114 | 193 |
| Forlengelse (%) | 20 | 10 | 10 | 40 |
| Maks servicetemp. (°C) | 250 | 315 | 315 | 870 |
| Korrosjon i sjøvann | Utmerket | Utmerket | Utmerket | Utsatt for gropdannelse |
Nøkkel takeaway: Grad 5 titanstang oppnår en spesifikk styrke 3,5× høyere enn 316L rustfritt stål mens den veier 45 % mindre per volumenhet – en avgjørende fordel for vektkritiske strukturer.
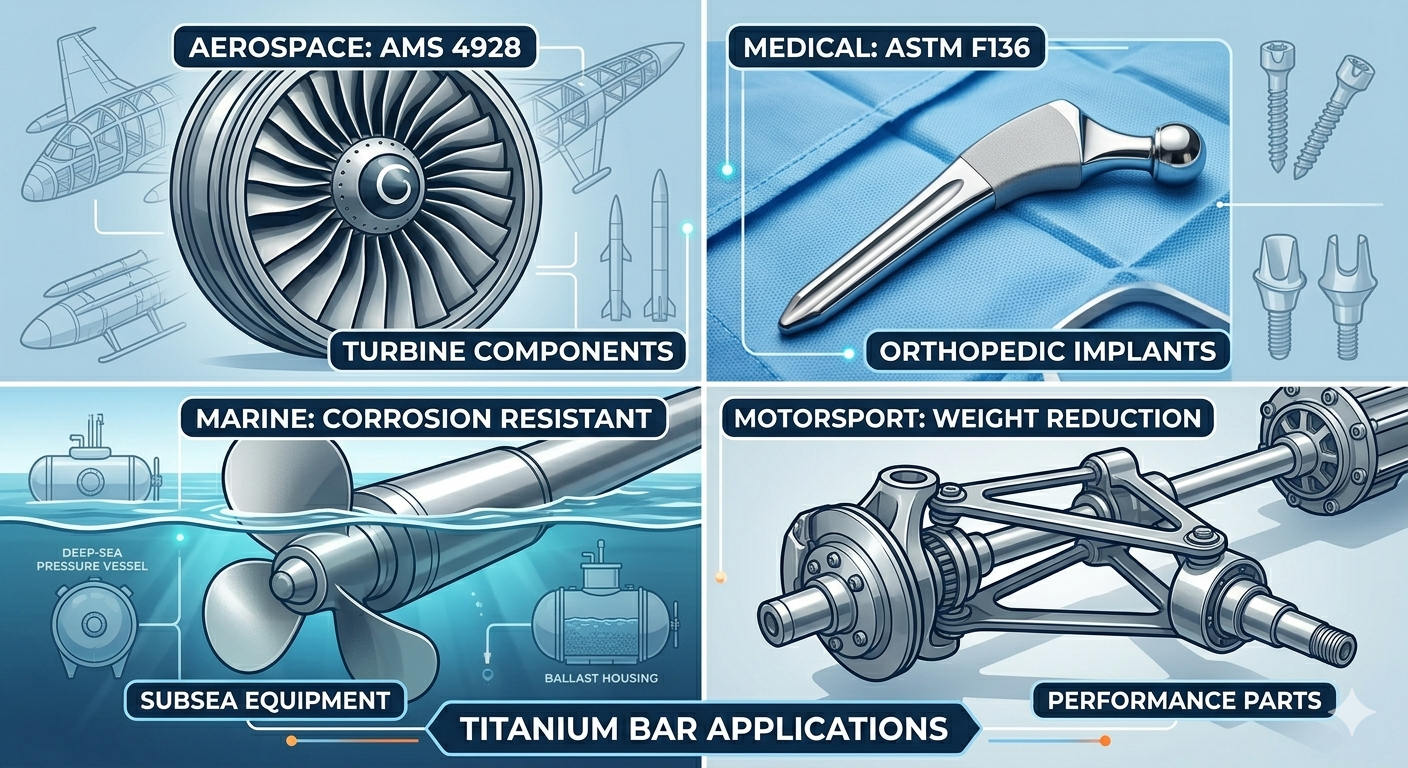
Titanstang utgjør omtrent 15–20 % av den strukturelle vekten i neste generasjons kommersielle fly. Kritiske applikasjoner inkluderer:
Titaniums osseointegrasjonsevne – den direkte bindingen til levende bein uten fibervevsgrensesnitt – gjør det uerstattelig i lastbærende implantater. Grad 23 bar ( ASTM F136, ISO 5832-3 ) er pålagt for:
Titanstangens korrosjonshastighet i sjøvann er effektivt 0,025 mm/år — kontra 0,5–1,5 mm/år for 316L — noe som gjør 25-års vedlikeholdsfrie servicesykluser oppnåelige. Nøkkelbruk:
I klor-alkali-anlegg og våtkjemi-reaktorer overgår titan Hastelloy til lavere kostnad per volumenhet. Spesifikke applikasjoner inkluderer:
Formel 1-regelverket tillater titan i fjæringsstøtter, girkasseaksler og hjulfester der vektbesparelsen direkte oversettes til rundetid. Grad 5 bar maskinert til AMS 4928 gir en 40 % vektreduksjon over tilsvarende stålkomponenter uten tap i utmattingslevetid ved terskelen på 10⁷-sykluser.
Titanstang er tilgjengelig i runde, sekskantede, firkantede og flate (rektangulære) profiler. Tabellen nedenfor oppsummerer standard lagerdimensjoner og styrende spesifikasjoner.
| Rund Bar | 6 mm – 300 mm | ASTM B348 | Gr.1, 2, 4, 5, 7, 23 | Skaft, festeemner, implantatbearbeiding |
| Sekskantet stang | 6 mm – 100 mm A/F | ASTM B348 | Gr.2, 5 | Bolt og mutter produksjon, CNC dreiing |
| Flat / rektangulær stang | Tykkelse 3–100 mm; Bredde opp til 300 mm | ASTM B265 (strimmel/arkstang) | Gr. 1, 2, 5 | Strukturelle braketter, varmevekslerbaffler |
| Aerospace Round Bar | 25 mm – 200 mm | AMS 4928 | Gr.5 (Ti-6Al-4V) | Strukturelle komponenter for fly, turbinskiver |
| Implantat rundstang | 10 mm – 80 mm | ASTM F136 / ISO 5832-3 | Gr.23 (Ti-6Al-4V ELI) | Ortopediske stengler, spinal hardware |
Alternativer for overflatefinish inkluderer: varmvalset avkalket (HRD) , kaldtrukket lysglødet (CDBA) og senterløs slipt (toleranse ±0,05 mm). Luftfarts- og medisinske applikasjoner krever vanligvis senterløs slipt bar med møllesertifikat sporbarhet til varmenummer.
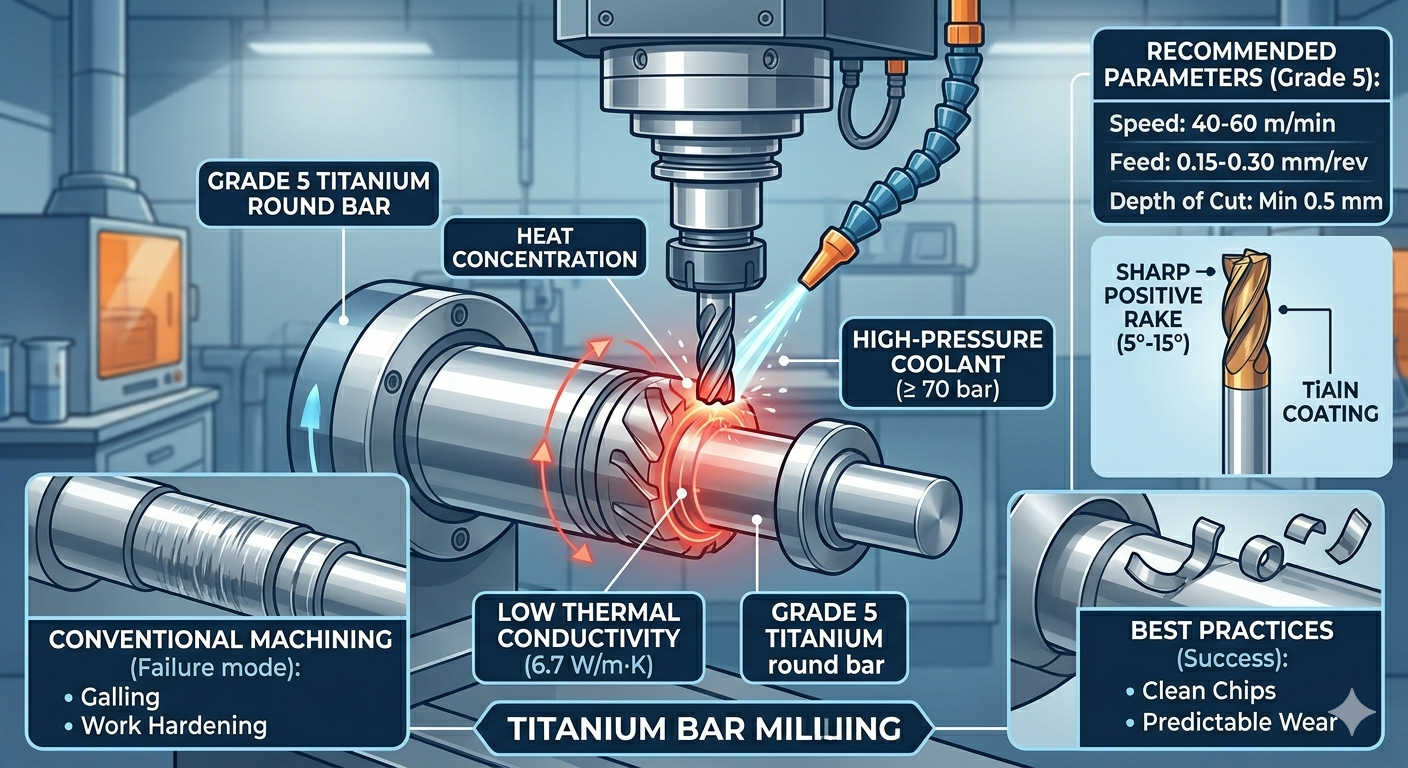
Titans lave varmeledningsevne ( 6,7 W/m·K for klasse 5 , mot 16,3 W/m·K for 316L) får varmen til å konsentrere seg ved skjærekanten i stedet for å spre seg gjennom brikken. Uten korrekte prosessparametere resulterer oppbygget kant, herding og verktøyskader i rask skjærfeil og dimensjonsavvisning.
For fresing Grade 5 bar, klatrefresing (konvensjonell: unngås) med 3–5-sløyfe TiAlN-belagte endefreser ved 60–80 m/min overflatehastighet opprettholder verktøyets levetid over 30 minutter per kant. Boring krever kjølevæske med gjennomspindel; hakkboringssykluser med 1× diameter hakk forhindrer sponpakking og termisk beslag i dype hull.
CP-kvaliteter (grad 1–2) maskin ca 30 % lettere enn grad 5 på grunn av lavere styrke, men deres gummiaktige natur krever fortsatt skarpt verktøy og positiv sponkontroll.
Innkjøp av titanstang for kritiske applikasjoner må spesifisere følgende dokumentasjonskjede for å sikre sporbarhet og samsvar:
| Maksimal kaldformbarhet, lav styrke | Grade 1 | ASTM B348 | Laveste oksygen, høyest duktilitet |
| Generell korrosjonsbestandighet, moderat styrke | Grade 2 | ASTM B348 | Beste balanse mellom kostnad og CP-ytelse |
| Maksimal styrke, romfart / motorsport | Grade 5 | ASTM B348 / AMS 4928 | 950 MPa UTS, utprøvd tretthetsdatabase |
| Bærende ortopediske implantater | 23. klasse | ASTM F136 / ISO 5832-3 | ELI-kjemi, overlegen bruddseighet |
| Reduserende syre (HCl, H₂SO₄) tjeneste | 7. klasse | ASTM B348 klasse 7 | Pd-tilsetning eliminerer sprekkkorrosjon |
| Tannimplantatstenger (CAD/CAM fresing) | 4. eller 23. klasse | ISO 10271 / ASTM F136 | Legeringsfritt alternativ (Gr.4) eller høy tretthet (Gr.23) |
Grade 2 er kommersielt rent titan: ingen legeringselementer, UTS 345 MPa , utmerket korrosjonsbestandighet og enkel kaldformbarhet. Det er det kostnadseffektive valget for kjemisk prosessutstyr, marine varmevekslere og medisinske instrumenter som ikke bærer strukturell belastning. Grad 5 (Ti-6Al-4V) er en alfa-beta-legering med UTS 950 MPa —nesten 3x sterkere — men den koster 20–30 % mer per kilo og er betydelig vanskeligere å maskinere. Velg grad 5 når komponenten er bærende, utmattelseskritisk eller vekten må minimaliseres. Velg klasse 2 når korrosjonsmotstand er den primære driveren og mekaniske belastninger er lave.
Tre egenskaper kombineres for å gjøre titan utfordrende: (1) Lav varmeledningsevne (6,7 W/m·K) betyr at varme ikke kan slippe ut gjennom brikken – den samler seg ved verktøyspissen, noe som øker slitasjen; (2) Høy kjemisk reaktivitet ved forhøyet temperatur får titan til å sveise (galle) på skjærekanten, og produserer oppbygget kant; (3) Arbeidsherding -overflaten stivner under hver passasje, så neste passasje må kuttes under det laget. Riktig styring av skjærehastighet (≤ 60 m/min), høytrykkskjølevæske (≥ 70 bar), skarpe verktøy med positiv rake og minimum 0,5 mm skjæredybde løser alle tre problemene og gir forutsigbar verktøylevetid.
Ja. Titan danner et stabilt, inert TiO₂-oksidlag som hindrer ionefrigjøring i vev. Tiår med klinisk bevis bekrefter ubetydelig cytotoksisitet og ingen rapporter om systemisk allergisk respons - i motsetning til nikkelholdige legeringer. For regulatorisk samsvar er biokompatibilitet styrt av ISO 10993-1 (biologisk evaluering av medisinsk utstyr) og ISO 10993-5 (cytotoksisitetstesting). Samsvar på materialnivå bekreftes av ASTM F136 (Klasse 23 for implantater) og ISO 5832-3 . Merk at noen pasienter viser følsomhet for vanadium; i de tilfellene vanadiumfrie legeringer som f.eks Ti-6Al-7Nb (ISO 5832-11) spesifiseres i stedet.
Titanstang kan sveises ved hjelp av GTAW (TIG) sveising med Grade-matched filler wire. Det kritiske kravet er inert gass skjerming : titan absorberer oksygen, nitrogen og hydrogen over 400 °C, og forårsaker sprøhet. Dette krever etterfølgende og bakre gassskjold (99,999 % argon), renslighet av sveiseområdet (IPA-tørke, uten fett) og streng temperaturkontroll mellom kanalene under 150 °C. Sveisekvalitet verifiseres pr AWS D1.9 (strukturelt titan) eller ASME seksjon IX (trykkutstyr). Varmebehandling etter sveising (PWHT) ved 540–600 °C i vakuum eller argon brukes for å avlaste restspenning i grad 5 sveisinger.
Aluminiumslegeringer (f.eks. 7075-T6: UTS 572 MPa, tetthet 2,81 g/cm³, spesifikk styrke ~204 MPa·cm³/g) matcher eller overgår litt grad 5 titan i spesifikk styrke ved romtemperatur. Imidlertid beholder titan fulle mekaniske egenskaper til 315 °C hvor aluminium brytes ned kraftig over 150 °C. Titan gir også overlegen korrosjonsbestandighet uten overflatebehandling og gir en høyere utmattelsesterskel. Det tekniske valget er: aluminium for ikke-termiske, kostnadsfølsomme strukturer; titan for bruk med varme seksjoner, tretthetskritiske eller korrosive miljøer der massen også er begrenset.
Opphavsrett © 2024 Changzhou Bokang Special Material Technology Co., Ltd. All Rettigheter reservert.
Tilpassede, runde, rene titanstangprodusenter Personvern